課程大綱
精密加工需求的興起,高轉速迴轉機械的振動控制與檢測,已成為相關產業的關鍵技術。檢測迴轉機械的異常,一般分為振動與噪音:接觸性的振動量測,受限於組裝與結構,往往難有合適的測量點。非接觸性聲音的量測,倚靠有經驗的使用者,來判斷機械組裝公差或材料的好壞。唯人耳聲音的判斷,難有一致性的標準,時有爭議。時頻分析轉換聲音或振動的訊號為三維的頻譜圖,讓振動與聲音『看』得見,看得仔細,就像在幫機械拍X光一樣,一張時頻圖展現了各個頻率隨時間變化的情形,不一樣的頻率特徵(Pattern)對應不同的運轉狀態,瞭解不同頻率所對應的現象,便可對機械做品質的檢測。
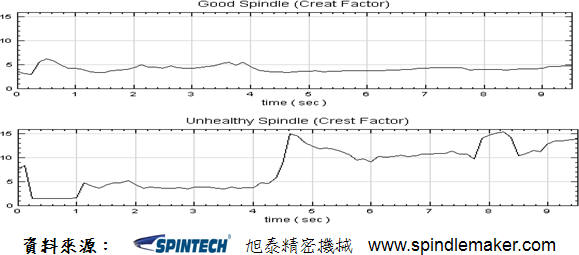
生產機具的振動將影響產品表面粗糙度及精密程度,然而振動中突然的衝擊 (Impulse) 更是一個最重要的因素。在工具機產業中,造成衝擊主要來源有變速箱、馬達、主軸內軸承損壞,工具機廠商目前利用加速度的 RMS( 俗稱 G 值 ) 來評估振動大小,表示一段時間內振動動能,短暫衝擊會無法使 G 值明顯增加, Crest Factor(CF 值 ) 計算衝擊訊號與 RMS 的比值去評估衝擊的大小,結合 RMS 與 Crest Factor 將更完整了解主軸及軸承品質。
|